

1. Definition and Overview of Turnkey Pharmaceutical Projects
A turnkey pharmaceutical project represents a complete end-to-end solution for the construction and commissioning of pharmaceutical manufacturing facilities. This approach allows pharmaceutical companies to outsource all phases—from conceptual design to the ready-to-use facility—to an experienced engineering partner. The core objective is to deliver a fully operational facility that complies with stringent industry and regulatory requirements, offering clients reduced project risks, enhanced efficiency, and seamless integration of various subsystems.
These projects cover diverse scopes, including active pharmaceutical ingredient (API) manufacturing plants, sterile filling lines, biopharmaceutical GMP production areas, and ancillary utility infrastructure. Turnkey execution ensures consistency in engineering quality and facilitates a coordinated approach to complex process integration challenges.
The turnkey model typically embraces a fixed timeline, cost parameters, and pre-agreed design specifications, thereby aligning project execution to client business objectives. At the forefront of turnkey pharmaceutical engineering, companies like SKE & Eagle leverage over decades of industry expertise in process design and water treatment to deliver systems engineered for reliability and compliance.


2. Planning, Engineering, and Design Principles
Effective planning and engineering form the backbone of any successful turnkey pharmaceutical project. The initial phase commences with extensive feasibility and risk assessments, highlighting critical design requirements such as production capacity, product types, cleanroom classifications, and utility demands.
Pharmaceutical facility design demands strict adherence to Good Manufacturing Practices (GMP) guidelines, necessitating meticulous architectural and process engineering to maintain contamination control and ease of validation. Schematic flow diagrams (P&IDs) are developed with precision to integrate complex processes such as aseptic filling or lyophilization seamlessly.
Modern design principles incorporate modularity and flexibility to future-proof the plant for evolving production lines or regulatory changes. Digital twin technologies and advanced 3D modeling are often employed by engineering teams, including experts from SKE & Eagle, to simulate operations and validate process flows before physical construction.
Key considerations include HVAC design to achieve specific ISO cleanroom classifications, controlled air pressure gradients, and segregated personnel and material pathways to prevent cross-contamination. Integration of proprietary water purification and distribution systems ensures the supply of critical utility water meeting pharmacopeial standards.
A holistic approach also includes constructing comprehensive documentation packages, including design qualification (DQ) protocols, operation and maintenance manuals, and quality control test plans.
3. Compliance and Regulatory Standards
Pharmaceutical manufacturing facilities operate under the most rigorous regulatory frameworks to ensure quality, safety, and efficacy of medicines. Turnkey pharmaceutical projects must comply with a wide spectrum of standards including, but not limited to, FDA’s Current Good Manufacturing Practice (cGMP), EudraLex Volume 4 (EU GMP), Annex 1 for sterile products, and international ISO certifications.
A pivotal focus is on process validation and qualification to demonstrate consistent production within design specifications. Executing validation protocols for utilities such as purified water (PW) and water-for-injection (WFI) systems directly relates to the engineering and design choices made during project development.
Systematic risk assessments, including Failure Mode Effects Analysis (FMEA), are implemented to identify and mitigate risks associated with equipment and environmental variables. Additionally, stringent documentation practices, including audit trails and traceability matrices, underpin regulatory compliance.
Partners like SKE & Eagle emphasize adherence to compliance through quality-controlled manufacturing processes and provide proprietary equipment engineered to meet exacting standards such as pharmaceutical-grade electropolished stainless steel components and validated reverse osmosis water treatment systems.
The compliance-driven design process also dovetails with environmental health and safety (EHS) considerations, ensuring safe handling protocols for volatile substances and waste management compliant with local regulations.


4. Procurement, Construction, and System Integration
Successful turnkey pharmaceutical projects orchestrate extensive procurement activities for specialized equipment, materials, and construction services. Procurement prioritizes validated suppliers and equipment with established track records in the pharmaceutical domain, ensuring compatibility with GMP standards.
The construction phase is governed by stringent quality assurance practices to maintain cleanroom integrity and material traceability. Construction teams coordinate closely with engineering and validation units to uphold quality checkpoints, including material inspections and environmental monitoring during build-out.
System integration is a critical transitional phase where individual subsystems—including aseptic production lines, HVAC, water purification, and automation controls—are connected and tested in unison. Controls engineers implement scalable Distributed Control Systems (DCS) or PLC-based architectures with pharmaceutically appropriate cybersecurity measures.
SKE & Eagle’s project methodology integrates water treatment systems seamlessly with production utilities and control architectures, facilitating consistent operational performance and simplified maintenance.
Integration testing comprises Factory Acceptance Tests (FAT) and Site Acceptance Tests (SAT), which validate functionality against design requirements and regulatory standards before progressing to qualification.
5. Qualification, Validation, and Commissioning
Qualification and validation represent the linchpin for ensuring that turnkey pharmaceutical facilities operate within established parameters, consistently producing quality products. Qualification phases are categorized into Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ).
IQ verifies installation against design specifications and regulatory requirements. It includes detailed verification of equipment completion, calibration of instrumentation, and review of manufacturer documentation.
OQ assesses system functions under various operational modes, ensuring control systems, alarms, and interlocks perform reliably. PQ involves producing trial batches to demonstrate repeatability and product quality under normal operating conditions.
SKE & Eagle supports turnkey projects through validated water purification modules and instrumentation that simplify qualification, providing traceable documentation and proven technology designs.
Commissioning involves comprehensive system start-up activities, final calibration, training of operational personnel, and issuance of certificates of GMP compliance. This stage transitions the project from construction to the productive pharmaceutical phase.
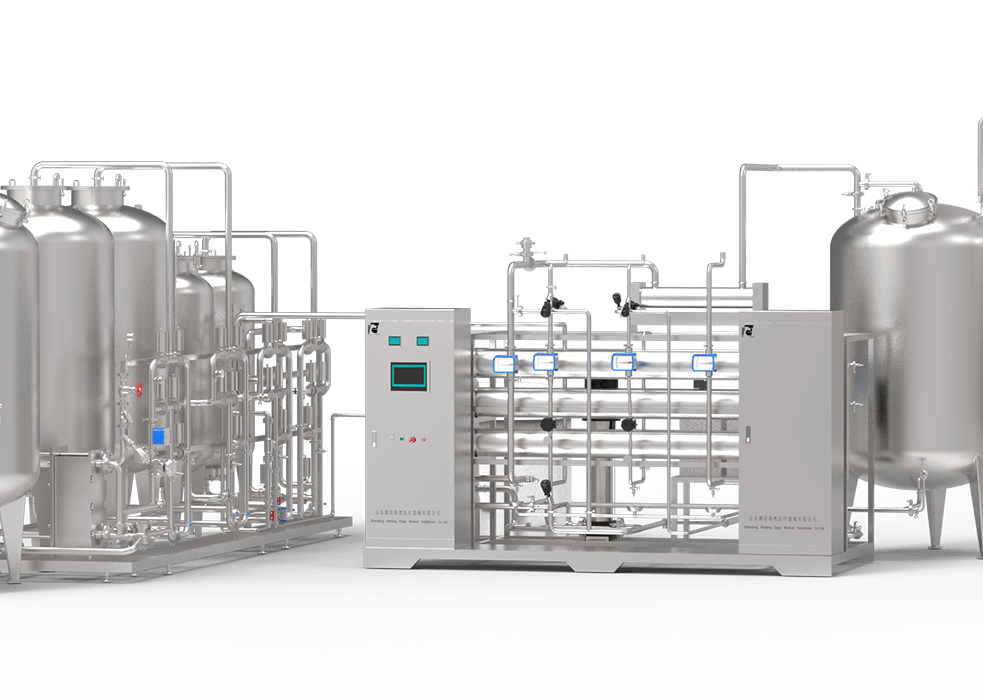
6. Specialized Water Treatment Solutions in Pharmaceutical Turnkey Projects
Water is an indispensable raw material in pharmaceutical manufacturing, used for formulation, cleaning, and utilities. Turnkey pharmaceutical projects require state-of-the-art water treatment systems capable of producing Purified Water (PW) and Water-for-Injection (WFI) that meet European Pharmacopeia (EP) and United States Pharmacopeia (USP) standards.
SKE & Eagle specializes in comprehensive pharmaceutical water treatment packages, incorporating reverse osmosis, electrodeionization, ultrafiltration, and advanced UV sterilization technologies. These systems are engineered with redundancy, automated monitoring, and clean-in-place (CIP) capabilities to assure uninterrupted water quality and facility uptime.
Key design elements include closed-loop distribution systems with continuous microbial monitoring and sanitary-grade stainless steel piping fabricated to stringent surface finish specifications. Such designs prevent biofilm formation and ensure compliance with strict endotoxin limits.
Water treatment integration also includes scalability considerations for expanding capacity and connectivity with control systems for real-time monitoring and diagnostic analytics, aligned with modern Industry 4.0 directives.
For more details on water treatment technology options designed for pharmaceutical facilities, SKE & Eagle’s expertise is well documented in their Water Treatment Technology resources.



7. Operation, Maintenance, and Sustainability Considerations
Post-handover, sustainable operation and maintenance practices ensure long-term compliance and system reliability. Turnkey projects incorporate detailed operation manuals, maintenance schedules, and preventive maintenance strategies that reduce downtime and optimize lifecycle costs.
Automated systems with predictive maintenance capabilities enable early detection of wear or performance deviation, supported by analytics integrated during the design phase. Skilled workforce training is critical to maintain GMP integrity through proper operational procedures.
From a sustainability perspective, turnkey pharmaceutical projects increasingly adopt energy-efficient HVAC solutions, water recycling technologies, and waste heat recovery systems to reduce environmental impact and operational costs.
SKE & Eagle’s design philosophy emphasizes reliable engineering solutions that balance rigorous quality assurance with sustainable operational practices, echoing industry trends toward greener pharmaceutical manufacturing.
Incorporation of smart sensors for utility monitoring and process optimization is rapidly becoming standard, enabling compliance not only with pharmaceutical regulations but also with evolving environmental directives.
8. Common Myths and Facts about Turnkey Pharmaceutical Projects
Despite their growing prevalence, turnkey pharmaceutical projects are often misunderstood. Common myths include notions that turnkey projects limit client input or innovation freedom. In reality, reputable turnkey partnerships encourage collaborative design, leveraging specialized engineering expertise to enhance client visions efficiently.
Another misconception is that turnkey projects are inherently more costly due to their scope. However, due to consolidated project management, risk mitigation, and pre-engineered component utilization, turnkey projects often yield cost and time savings over segmented approaches.
Clients sometimes worry about technology lock-in or obsolescence; however, modular, scalable designs implemented by industry leaders like SKE & Eagle ensure adaptability and future-proofing.
It is factually demonstrated that turnkey pharmaceutical projects accelerate time-to-market, streamline regulatory approval readiness, and integrate best-in-class technology solutions efficiently.
Engaging an experienced turnkey partner combines industry-specific expertise, technical innovation, and robust project management to deliver operational facilities aligned with corporate strategy and compliance imperatives.
Frequently Asked Questions
You can also follow us on Facebook or email us directly at info@ske-eagle.com.