


Understanding Pharmaceutical Water Quality Requirements
A foundational aspect of pharmaceutical manufacturing lies in ensuring water purity meets stringent quality benchmarks. Pharmaceutical water treatment solutions must address an exceptional
spectrum of contaminants — from microbial species to inorganic ions, organics, endotoxins, nanoparticulates, and more. The complexity and precision in producing pharmaceutical-grade water reflect the
vital role water plays in active pharmaceutical ingredient (API) synthesis, formulation, cleaning, and product contact processes.
The primary categories of pharmaceutical water include Purified Water (PW), Water for Injection (WFI), Highly Purified Water, and others. Each category demands distinct purity standards described in
pharmacopeial guidelines such as USP, EP, or JP. For example, WFI mandates exceptionally low endotoxin levels and microbial counts, often achieved through distillation or modern membrane
technologies combined with heat sanitization.

These requirements dictate the design complexity of water treatment systems. Addressing Total Organic Carbon (TOC), microbial burden, and particulates involves a
careful integration of robust treatment processes and monitoring instrumentation. SKE & Eagle’s extensive expertise in pharmaceutical water treatment engineering emphasizes tailor-made solutions that
harmonize with client process demands and quality imperatives.
In addition, the physicochemical parameters such as conductivity, pH, and turbidity must be consistently managed within narrow ranges. System reliability and reproducible water quality are crucial
to avoid batch failures, regulatory citations, or product recalls.
As industry-leading providers specializing in pharmaceutical water system design, SKE & Eagle combines precision engineering with
advanced materials selection for water treatment assemblies. This approach ensures adherence to
USP water standards and supports uninterrupted operation through superior system resilience.
Core Pharmaceutical Water Treatment Technologies
Pharmaceutical water treatment is comprised of sequential unit operations, each targeting specific contaminants. The technology layers must synchronize to achieve the overall purity objectives while
optimizing operational efficiency and maintenance cycles.
Primary treatment steps include:
- Pre-treatment: Often involves multimedia filtration, activated carbon adsorption to remove chlorine/organics, and water softening to reduce hardness. These steps protect downstream
membranes and resins. - Reverse Osmosis (RO): Removes dissolved salts, organics, and microorganisms, typically achieving 95–99% contaminant rejection. RO membranes require precise pretreatment and
regular sanitization. - Ultraviolet (UV) photolysis: Applied to control microbial proliferation and degrade residual organics.
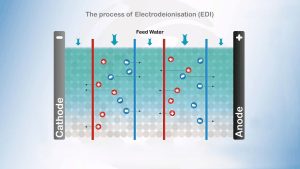
- Electrodeionization (EDI): To polish RO permeate producing water with ultra-low ionic content without chemical regenerants.
- Deionization (DI): While less favored now, DI helps remove ionized impurities when combined carefully with system monitoring.
- Distillation: The gold standard for Water for Injection; vapor compression or multi-effect distillation produces endotoxin-free, pyrogen-free water by physical separation.
- Ultrafiltration: For endotoxin and microbial control, widely integrated into WFI systems prior to storage tanks.
- Storage and Distribution Systems: Using electropolished stainless steel loop piping with continuous recirculation and sanitary design principles to maintain water quality over time.


The integration of such technologies depends largely on the final water grade specification. For instance, Purified Water systems may rely primarily on RO with UV and EDI polishing, whereas Water for Injection
systems typically require distillation combined with ultrafiltration and tightly controlled distribution loops.
SKE & Eagle’s manufactures pharmaceutical water treatment skids that incorporate these advanced technologies, engineered precisely to comply with regulatory demands while enabling adaptive control strategies
for dynamic operational conditions.
Diagram of a typical pharmaceutical water treatment flow:
Through these multi-barrier systems and robust design philosophies reflecting SKE & Eagle’s engineering standards, system reliability and water quality assurance become achievable cornerstones of pharmaceutical manufacturing.

System Design and Engineering Principles
Building pharmaceutical water treatment solutions requires a thorough engineering approach that encompasses hydraulic design, material science, sanitary technology, and automated control systems.
Optimizing these aspects results in consistent compliance with stringent purity, safety, and operational reliability goals.
Material selection is critical. 316L stainless steel with electropolished finish is the industry standard for piping and storage tanks because of its corrosion resistance, smooth surface, and compatibility with cleaning and sanitizing agents.
SKE & Eagle’s fabrications adhere strictly to these criteria, ensuring low biofilm potential and facilitating rigorous cleaning validation.
Hydraulic design focuses on minimizing dead legs, stagnant zones, and particulate accumulation sites in storage and distribution loops. Loops are designed with continuous recirculation supported by validated flow velocities (typically 1.5–2 m/s) to suppress microbial colonization.
Sanitary standards promote the use of tri-clamp fittings, orbital welding, and surface finishes with Ra values under 0.4 microns. Compliance with these ensures that the system can withstand steam or chemical sanitization cycles frequently demanded in pharmaceutical environments.
Automation and control systems implemented using PLCs and SCADA platforms enable continuous monitoring of critical parameters such as conductivity, TOC, microbial counts, temperature, and flow rates. Automated alarms and recording facilitate rapid responses to excursions and ensure comprehensive batch documentation.
Regulatory expectations call for traceable validation protocols and preventative maintenance scheduling embedded into system architecture, which SKE & Eagle integrates to provide seamless lifecycle management of water systems.
Considerations such as energy consumption, footprint reduction, and modular adaptability also influence design choices. For instance, combining membrane treatment with distillation technologies in hybrid systems can reduce energy intensity while achieving ultra-pure water quality.

Regulatory Standards and Compliance
Stringent regulatory oversight shapes the requirements for pharmaceutical water treatment solutions globally. Regulatory frameworks ensure patient safety and product efficacy via tight control of water quality parameters used in drug production.
The United States Pharmacopeia (USP) sets foundational guidelines for the physical, chemical, and microbiological attributes of pharmaceutical waters. The USP chapters 1231 Water for Pharmaceutical Purposes and 1231.1 Water for Injection specify methods of production, sampling, and quality criteria.
Similarly, the European Pharmacopoeia (EP) and Japanese Pharmacopoeia (JP) provide parallel compendial standards with minor regional variations. Compliance with these requires rigorous water system qualification (IQ/OQ/PQ) and ongoing verification.
Regulatory bodies such as the FDA and EMA perform audits emphasizing the validation lifecycle of water systems, validation of sanitization processes, microbial control strategies, and the robustness of monitoring regimens.
Environmental regulations may also impact chemical usage, wastewater discharge, and energy consumption of water treatment installations. Incorporating sustainable design not only aligns with corporate social responsibility but often augments regulatory acceptance.
From a compliance perspective, the role of an experienced engineering partner like SKE & Eagle is critical. Their proficiency in integrating pharmaceutical-grade sanitary system standards, coupled with meticulous documentation capabilities, ensures that water treatment solutions meet or exceed regulatory expectations.
Using industry-leading control system protocols, data integrity is maintained through 21 CFR Part 11-compliant electronic records, facilitating seamless audit trails and regulatory inspections.
Operational Optimization and Maintenance
Optimizing pharmaceutical water treatment solutions not only helps maintain water quality but maximizes operational uptime and minimizes lifecycle costs.
Regular sanitization cycles using steam or chemical agents must be balanced to suppress microbial proliferation without degrading membrane integrity or piping finishes. SKE & Eagle emphasizes designing systems with robust sanitation modes that integrate seamlessly into production schedules.
Preventive maintenance strategies focus on timely membrane replacement, resin regeneration, and UV lamp renewal. Predictive maintenance leveraging on-line quality sensors and intelligent analytics can drastically reduce unexpected downtime.
Continuous monitoring of water quality parameters such as conductivity, TOC, and microbiological load enables operators to intervene early and prevent system excursions. Alarms and trending software embedded in automation systems aid process control teams.
Training of operational personnel on standard operating procedures (SOPs), sampling techniques, and emergency protocols forms an integral component of quality assurance.
Case experience from SKE & Eagle reveals that thoughtfully engineered pharmaceutical water systems with modular components facilitate quicker servicing and scalability during production expansions or process changes.


Frequently Asked Questions on Pharmaceutical Water Treatment Solutions
1.What are the main types of pharmaceutical water and their differences?
Pharmaceutical water includes Purified Water (PW), Water for Injection (WFI), Highly Purified Water, and others. PW is used in non-injectable products and cleaned equipment, produced mainly by RO and polishing. WFI, used in injectables, requires higher purity achieved by distillation or membrane technology combined with strict microbial control.
2.How does SKE & Eagle ensure quality in pharmaceutical water treatment systems?
SKE & Eagle employs advanced engineering standards, using electropolished stainless steel components, validated automation controls, and modular system designs. Their systems comply with USP sanitary piping and regulatory requirements, ensuring both microbial and chemical water quality along with operational reliability.
3.What key technologies are involved in pharmaceutical water treatment?
Technologies include pre-treatment (filtration, carbon adsorption), reverse osmosis (RO), ultraviolet sterilization, electrodeionization (EDI), distillation, ultrafiltration, and sanitary storage/distribution loops. Combinations depend on target water grade and compliance standards.
4.How important is regulatory compliance in pharmaceutical water treatment?
Regulatory compliance ensures pharmaceutical water meets safety and efficacy standards. Meeting USP, EP, and JP pharmacopeia, FDA, and EMA requirements is critical. Compliance involves validated system design, sanitation protocols, monitoring, and data integrity management.
5.What future trends are shaping pharmaceutical water treatment solutions?
Trends include energy-efficient and sustainable water treatment technologies, AI-driven system monitoring, modular and scalable designs, and advanced disinfection methods. Industry 5.0 integration enhances operational intelligence and regulatory harmonization.
We encourage you to fill out the contact form at the bottom of our website to discuss your specific pharmaceutical water treatment needs.