

”
Overview of Pharmaceutical Water Treatment Equipment
Pharmaceutical water treatment equipment plays an indispensable role in ensuring the purity and
reliability of water used in drug production, laboratory testing, and cleaning processes. The
pharmaceutical industry demands water that not only meets but exceeds strict quality requirements imposed
by regulatory agencies such as the United States Pharmacopeia (USP), European Pharmacopoeia (Ph. Eur.),
and World Health Organization (WHO).
To meet these elevated purity standards, pharmaceutical facilities employ specialized water treatment
technologies engineered to remove chemical impurities, microorganisms, endotoxins, and particulates from
source water. Pharmaceutical water treatment equipment incorporates robust materials, precise design, and
validated operation protocols to maintain system integrity.
This comprehensive article presents an in-depth review of pharmaceutical water treatment equipment,
exploring engineering principles, system design, operating best practices, compliance frameworks, and
industry insights. It leverages the technical expertise and manufacturing excellence of SKE & Eagle,
a leading manufacturer specializing in enclosed tanks and high-quality
engineered water systems essential to pharmaceutical processing.
The discussion will help engineers, quality assurance professionals, and stakeholders understand
equipment selection criteria, integration strategies, and operational nuances that optimize water
purity levels critical to pharmaceutical compliance and production efficiency.
Compliance Standards and Quality Requirements
Pharmaceutical water treatment systems must consistently deliver water quality that complies with
regulatory standards such as the USP Purified Water (PW), Water for Injection
(WFI), European Pharmacopoeia, and FDA guidelines. Understanding
these standards is central to designing, operating, and validating water treatment equipment.
The USP water
standards define
specific parameters for conductivity, total organic carbon (TOC), microbial limits, and endotoxins. For
example, USP Water for Injection requires pyrogen-free, sterile water produced through distillation
or other validated purification methods, whereas Purified Water has slightly relaxed microbial limits
but demands low conductivity and chemical contaminants.
Pharmaceutical water treatment equipment must be constructed with materials compliant with cGMP practices,
typically 316L stainless steel
or equivalent, to ensure corrosion resistance and inertness. All wetted surfaces should be smooth-finished
to minimize biofilm formation.
Validation documentation demonstrating system capability to consistently meet these quality attributes is
mandatory. This includes Installation Qualification (IQ), Operational Qualification (OQ), and Performance
Qualification (PQ) records.
Integrity testing methods such as bacterial retention tests for filters, conductivity monitoring, and
TOC testing are critical ongoing compliance activities. The pharmaceutical water treatment equipment design
must support ease of sanitization, CIP (Clean-in-Place) protocols, and hygienic piping layouts to facilitate
compliance.
For more detailed pharmaceutical water system compliance frameworks and design philosophies, explore the
technical documentation on SKE & Eagle’s pharmaceutical water solutions.
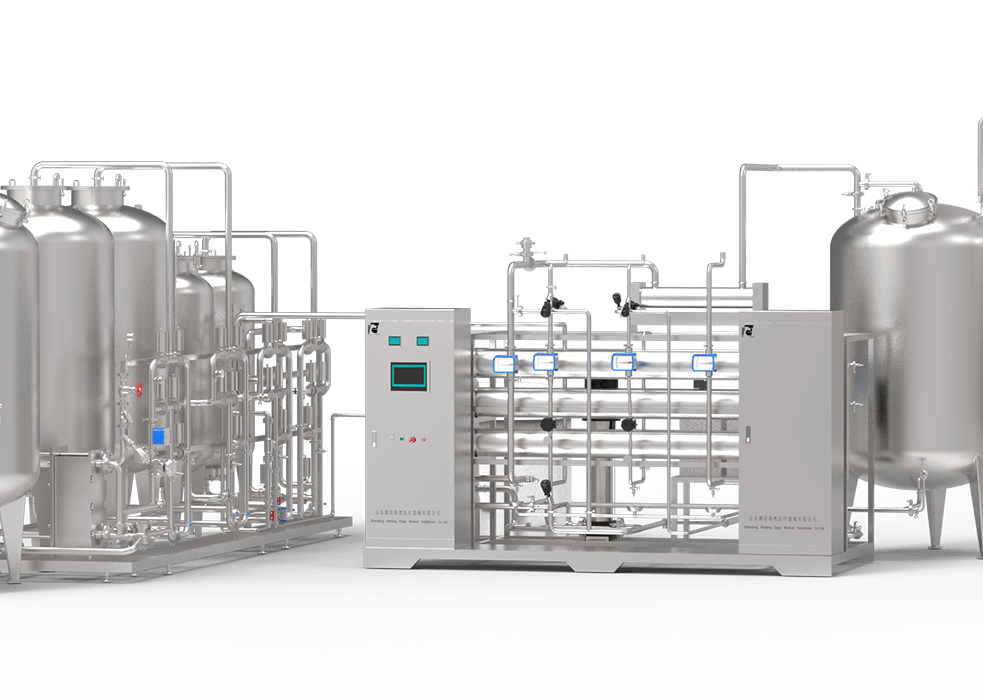
Core Technologies and Components
Pharmaceutical water treatment equipment incorporates a series of advanced technologies tailored to
progressively remove contaminants to meet stringent purity requirements.
Typical components include:
- Pre-treatment Units: Activated carbon filters remove chlorine and organics, protecting downstream RO membranes. Multimedia filters prevent particulate ingress.
- Reverse Osmosis (RO) Systems: The primary desalination and purification step, RO utilizes semipermeable membranes to reduce dissolved solids and endotoxins. High-rejection membranes optimized for pharmaceutical applications ensure long life and consistent quality.
- Deionization (DI) or Electrodeionization (EDI): These modules polish RO permeate to ultra-low conductivity levels required by USP Purified Water standards.
- Ultrafiltration (UF) and Nanofiltration (NF): Employed to remove endotoxins and bacteria, often placed downstream of RO units or as stand-alone sterilizing filters.
- Ultraviolet (UV) Light Treatment: UV oxidation at specific wavelengths is used to chemically oxidize trace organics and provide microbial control.
- Distillation Units: Essential for Water for Injection production, multistage distillation systems offer pyrogen-free pure steam generation and condensate collection.
- Storage and Distribution Systems: Using hygienic closed tanks with proper aeration, recirculation pumps, and sanitizing capabilities, these components maintain water quality during storage and distribution.
Every technology stage is subject to meticulous engineering to optimize throughput, efficiency, and reliability.
For example, SKE
& Eagle’s custom stainless steel tanks and vessels are precisely fabricated to support
microbial control and CIP cycles essential to pharmaceutical water systems.
Modular system configurations allow easy scalability and integration of additional treatment steps for
specific pharmaceutical processes.
System Design and Engineering Considerations
How pharmaceutical water treatment equipment is architected significantly impacts operational stability,
regulatory compliance, and lifecycle costs. Mechanical design, process flows, automated control systems, and
instrumentation are fundamental aspects of engineering design.
Material selection prioritizes corrosion resistance and biocompatibility; stainless steel grades such as 316L
and sanitary tubing with electropolished finishes are industry standards. Seamless welds and hygienic surface
finishes lower microbial adhesion risk.
Engineering process flow diagrams (PFDs) and piping and instrumentation diagrams (P&IDs) illustrate treatment
steps and control points that ensure traceability and process clarity. An ideal pharmaceutical water
treatment layout minimizes stagnation zones and allows continuous water recirculation.
Control and monitoring systems incorporate programmable logic controllers (PLC) integrating real-time sensors:
conductivity, temperature, pressure, TOC analyzers, microbial sensors, and flow meters. These units feed data
to supervisory control and data acquisition (SCADA) systems for alarm management and documentation.
Thermal sanitization integrated into storage and distribution pipelines uses hot water loops
(typically 85-90°C) to control microbial proliferation. Such design features align with industry best practices
to support regulatory audit readiness and electronic batch record (EBR) generation.
Here, the engineering experience from SKE & Eagle illustrates the importance of precision fabrication and
rigorous design validation in delivering robust enclosed
equipment that aligns with pharmaceutical water treatment demands.
Operation, Monitoring, and Maintenance Best Practices
Pharmaceutical water treatment equipment demands operations practices that balance consistent water quality,
system reliability, and efficient resource use.
Regular preventive maintenance schedules include inspection and replacement of RO membranes, carbon filters,
UV lamps, and DI resins. Cleaning-in-place (CIP) and sterilization-in-place (SIP) protocols are integral to
control microbial contamination and validate system sanitization.
Continuous monitoring of critical parameters—conductivity, TOC, microbial counts, pressure differentials—is ideal,
often supported by automated alarms for excursions. Calibration of analytical sensors at defined intervals is
essential to maintain data accuracy.
Logbook documentation and electronic data capture ensure traceability to comply with 21 CFR Part 11 requirements.
Troubleshooting frequently involves identifying biofilm formation, membrane fouling, or mechanical wear. Prompt
corrective actions preserve system uptime and water quality.
SKE & Eagle’s engineering support services provide customers with tailored maintenance guidelines, system
validation assistance, and proprietary design innovations that promote operational excellence.
Industry Applications and Case Studies
Across pharmaceutical manufacturing, clinical laboratories, and biotechnology enterprises, pharmaceutical water
treatment equipment serves various critical roles:
- Active Pharmaceutical Ingredient (API) Production: Purified water is utilized for synthesis, formulation, and washing
- Injectable Drug Manufacturing: Water for Injection (WFI) systems provide sterile water for parenteral products
- Laboratory and QC Analysis: Ultrapure water is critical for sample preparation and testing accuracy
- Cleaning and Sanitization: CIP and SIP operations depend on high quality water to prevent cross-contamination
Case studies highlight how investing in tailored pharmaceutical water systems designed with SKE & Eagle’s
precision-engineered tanks and vessels achieves operational resilience and audit readiness in demanding
contexts.
For example, a global pharmaceutical company improved WFI system uptime by integrating specialized stainless
steel storage tanks designed according to SKE & Eagle’s engineering standards, coupled with advanced automated
monitoring systems.
Additional application-specific insights can be found by reviewing the pharmaceutical industry
expertise page on SKE & Eagle’s site.
Common Myths and Misconceptions
Despite extensive guidelines and technologies, misconceptions around pharmaceutical water treatment persist.
Myth #1: Reverse osmosis alone is sufficient to produce Water for Injection.
Fact: Distillation or similarly validated methods remain the gold standard for WFI due to endotoxin removal
guarantees, as RO membranes cannot reliably achieve pyrogen-free water.
Myth #2: Once built, pharmaceutical water systems require little active maintenance.
Fact: Continuous preventive maintenance and monitoring are mandatory to prevent microbial growth and equipment degradation.
Myth #3: Plastic tanks are equally suited for pharmaceutical water storage.
Fact: While sanitary plastics may be appropriate in some contexts, stainless steel tanks fabricated to
pharmaceutical standards provide superior durability, cleanability, and regulatory acceptance.
Myth #4: The higher initial cost of engineered systems is not justified.
Fact: Investing in precision-engineered pharmaceutical water treatment equipment minimizes operational risk
and potential regulatory non-compliance costs over the system’s lifetime.
Clearing these misconceptions helps in making informed decisions about pharmaceutical water treatment equipment,
which SKE & Eagle continually reinforces through transparent technical guidance and engineering excellence.
Future Trends in Pharmaceutical Water Treatment Equipment
The pharmaceutical water treatment landscape is evolving rapidly with technological and regulatory advances
shaping future equipment designs.
Emerging trends include:
- Internet of Things (IoT) Integration: Real-time remote monitoring of water quality and predictive maintenance reduces downtime and improves compliance reporting.
- Advanced Membrane Materials: Enhanced RO and ultrafiltration membranes with greater fouling resistance and longevity are under development.
- Green Engineering Initiatives: Water conservation and energy efficiency are prioritized by optimizing system hydraulics and utilizing recovery technologies.
- Modular, Prefabricated Systems: Expanded adoption of modular systems accelerates installation timelines while maintaining customization.
- Artificial Intelligence-Driven Control: AI algorithms enable dynamic process adjustment based on water demand, quality trends, and operational conditions.
SKE & Eagle continually incorporates innovations into their manufacturing and design processes, ensuring their pharmaceutical water treatment equipment remains on the cutting edge of reliability, performance, and regulatory alignment.
Frequently Asked Questions
What distinguishes pharmaceutical water treatment equipment from other water systems?
Pharmaceutical water treatment equipment is engineered to meet stringent purity and regulatory standards specific to pharmaceutical manufacturing, including materials, design hygiene, microbial control, and validated purification processes such as distillation or validated reverse osmosis paired with sterilizing filtration.
Why is system validation critical for pharmaceutical water treatment?
Validation documents, including IQ, OQ, and PQ, demonstrate that pharmaceutical water treatment equipment consistently produces water meeting required quality standards. It provides regulatory assurance of reliability and enables ongoing compliance with cGMP and FDA expectations.
How does SKE & Eagle contribute to pharmaceutical water treatment solutions?
SKE & Eagle manufactures custom engineered stainless steel tanks and vessels designed specifically to meet pharmaceutical standards. Their products support hygienic water storage and distribution, with precise engineering that facilitates system sanitization, durability, and operational integrity.
What are key maintenance practices for pharmaceutical water treatment equipment?
Routine inspection, cleaning-in-place (CIP), timely replacement of membranes and filters, regular sanitization cycles, continuous monitoring of critical parameters, and documenting all activities ensure system longevity and regulatory compliance.
Are plastics suitable for pharmaceutical water storage tanks?
While some engineered plastics may be used in specific low-risk applications, stainless steel tanks adhering to pharmaceutical design standards are preferred for better durability, ease of sanitization, minimized leaching, and regulatory acceptance.
Contact SKE & Eagle for Expert Pharmaceutical Water Treatment Solutions
If you are seeking expertise in designing or optimizing pharmaceutical water treatment equipment tailored to your production needs, the team at SKE & Eagle is here to assist. With decades of experience in advanced manufacturing, engineering precision, and regulatory compliance, we provide solutions that enhance system reliability and purity.
Connect with us today via:
- Facebook: SKE & Eagle Facebook Page
- Email: info@ske-eagle.com
We encourage you to visit our contact page and fill out the inquiry form at the bottom of our website to get personalized support and technical insights.
“