


- Role and Importance of a Pharmaceutical Equipment Distributor
- Selection Criteria for Pharmaceutical Equipment Distributors
- Technological Innovations and Equipment Offerings
- Compliance Standards and Quality Assurance
- Integrating Water Treatment Solutions in Pharma Manufacturing
- Logistics, Supply Chain Reliability & System Support
- Common Myths and Misconceptions About Pharma Equipment Distributors
- Frequently Asked Questions
Role and Importance of a Pharmaceutical Equipment Distributor
A pharmaceutical equipment distributor plays an indispensable role in the healthcare manufacturing ecosystem by acting as the critical link between equipment manufacturers and pharmaceutical producers. Their expertise extends beyond simple product delivery — they ensure that pharmaceutical manufacturers gain access to state-of-the-art, reliable, and compliant machinery essential for producing safe and effective drugs.
Pharmaceutical production demands meticulous precision, adherence to strict regulatory guidelines, and robust engineering standards. Distributors with specialized knowledge facilitate the translation of complex technical product features into practical manufacturing advantages that meet Good Manufacturing Practice (GMP) regulations and other compliance frameworks.
Industry-leading distributors such as SKE & Eagle bring decades of engineering excellence to their product portfolio, representing a broad spectrum of process-critical equipment including filtration systems and water treatment solutions for pharmaceutical-grade water supply. These curated technologies emphasize system reliability, robustness, and integration flexibility.
Moreover, the pharmaceutical equipment distributor’s responsibilities extend beyond sales. They provide expert consultation to help manufacturers align their operations with the latest technological advances, advise on customization needs, and support lifecycle management. This comprehensive approach ensures long-term operational excellence and risk mitigation.
In summary, the role of a pharmaceutical equipment distributor is multifaceted: they are technology advisors, supply chain facilitators, and compliance enablers who underpin efficient, safe, and innovative pharmaceutical manufacturing processes.
Selection Criteria for Pharmaceutical Equipment Distributors
Selecting the right pharmaceutical equipment distributor is a decision that directly impacts manufacturing efficiency, product quality, and compliance integrity. Given the critical nature of pharmaceutical production, several technical and operational criteria must be considered.
1. Technical Expertise and Industry Experience
Distributors must exhibit robust engineering expertise and a thorough understanding of pharmaceutical manufacturing challenges. For example, SKE & Eagle’s engineering team applies rigorous product development standards that reflect decades of industry experience integrated with contemporary manufacturing trends.
2. Product Range and Compatibility
Comprehensive product offerings—from water treatment and filtration to advanced production line equipment—enable distributors to serve as one-stop partners. This reduces complexity, facilitates equipment interoperability, and streamlines supplier communications.
3. Regulatory and Compliance Knowledge
Distributors must maintain full alignment with global pharmaceutical standards such as FDA 21 CFR Part 11, EudraLex, and ISO specifications. Understanding these regulations ensures that supplied equipment supports compliance with validation, traceability, and quality control protocols.
4. After-Sales Support and Service Infrastructure
Maintenance, calibration, spare parts procurement, and technical support are crucial for uninterrupted operations. Distributors with a solid service network and rapid response capabilities add significant value.
5. Supply Chain Reliability and Customization Capabilities
Robust inventory management, transparent logistics, and the ability to customize equipment solutions ensure manufacturers meet production deadlines without quality compromise.
Taken together, these criteria guide pharmaceutical companies in partnering with distributors who not only provide equipment but also deliver engineering guidance, compliance assurance, and operational resilience.
Technological Innovations and Equipment Offerings
| Equipment Category (English) | Core Technology (English) | Applicable Scenarios in Pharmaceutical Production (English) | Compliance Matching Standards (English) |
| Advanced Filtration Systems | High-performance membrane elements, special filter modules, and precise separation processes | Pharmaceutical preparation production, sterile production areas, and various core separation and purification processes | GMP Guidelines, USP & EP Standards (suitable for water filtration links) |
| Integrated Control Systems | PLC, SCADA operation interfaces, real-time monitoring and data analysis, and data traceability design | Full-process pharmaceutical process monitoring and data management to ensure production stability | FDA 21 CFR Part 11, GMP Guidelines, ALCOA+ Data Integrity Principles |
| Water Treatment Technology (Pharmaceutical-specific) | Fully integrated design, including RO, UF, ion exchange, UV sterilization, and modular architecture | Production of purified water and Water for Injection (WFI), and treatment of pharmaceutical equipment cleaning water | USP & EP Standards, GMP Guidelines, ISO 13485 (suitable for supporting equipment) |
Compliance Standards and Quality Assurance
Compliance to stringent pharmaceutical manufacturing standards is not optional; it is foundational. Equipment distributors partnering with pharmaceutical producers must ensure all supplied equipment fulfills applicable international regulatory frameworks. This includes providing documentation, validation support, and design integrity consistent with industry best practices.
Key Compliance Frameworks
- FDA 21 CFR Part 11: Electronic record and signature compliance in automated systems.
- GMP Guidelines: Ensuring equipment design supports validated manufacturing processes and facilitates cleanability, traceability, and risk mitigation.
- ISO 13485: Quality management systems specific to medical devices and related pharmaceutical equipment.
- USP & EP Standards: Particularly for water treatment equipment, ensuring pharmaceutical water quality meets USP Purified Water and Water for Injection specifications.
Distributors like SKE & Eagle provide comprehensive documentation packages, including IQ/OQ/PQ protocols, material certificates, and risk analysis reports, simplifying client validation cycles.
Quality assurance measures also require equipment to undergo rigorous factory acceptance testing (FAT) and site acceptance testing (SAT) procedures before deployment. This ensures operational consistency and minimizes issues post-installation.
Overall, the integration of regulatory compliance into the distributor’s value proposition reassures manufacturers that their investments align with legal mandates and product safety objectives.


Integrating Water Treatment Solutions in Pharma Manufacturing
Water quality is paramount in pharmaceutical processes—from active pharmaceutical ingredient (API) synthesis to final product formulation and cleaning protocols. Hence, distributors offering water treatment equipment address one of pharma manufacturing’s foundational elements.
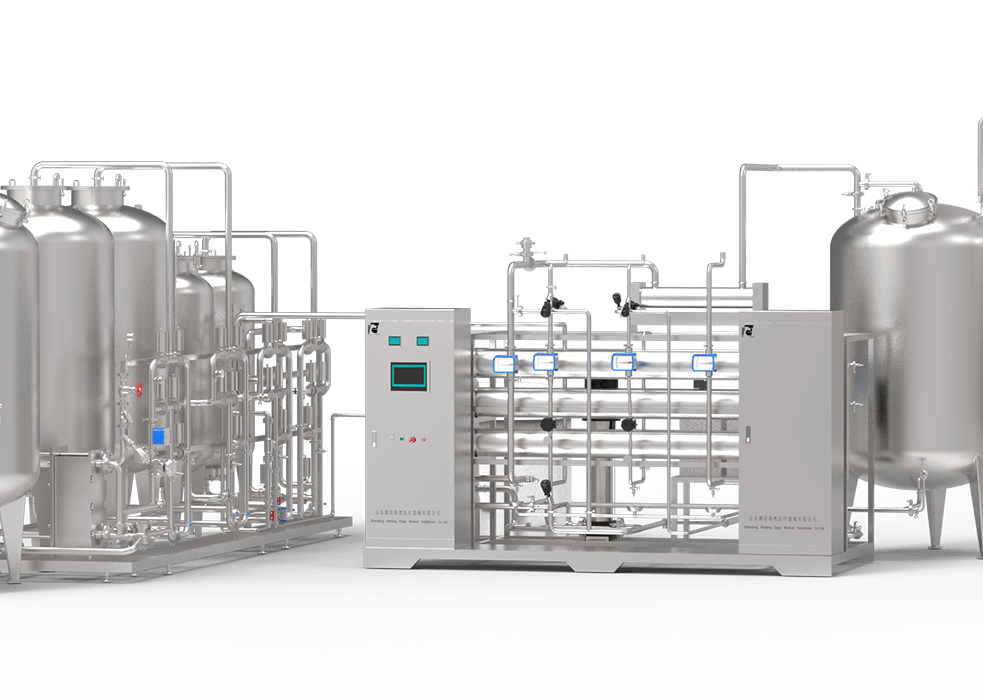
Pharmaceutical water treatment systems typically include reverse osmosis (RO), ultrafiltration (UF), deionization, and specialized ultraviolet (UV) sterilization components. These technologies deliver purified water and Water for Injection (WFI) that meet or exceed USP and EP standards.
SKE & Eagle’s water treatment technologies exemplify robust design and operational reliability. Their modular systems allow flexibility in capacity and integration with existing production lines, reducing capital expenditure while enhancing system scalability.
A typical pharmaceutical water treatment flow begins with pretreatment to remove particulates and chlorine, followed by RO and UF for contaminant removal, culminating in distribution through sanitary-grade piping with continuous monitoring of conductivity, TOC (total organic carbon), and microbial counts.
Ensuring system integrity, including automated cleaning and sanitization cycles (CIP/SIP), is crucial to avoid microbial contamination and ensure consistent water quality. Distributors with engineering expertise contribute to the design, installation, and qualification of these water systems.
Furthermore, efficient water reuse and recycle technologies increasingly play a role in sustainability initiatives without compromising compliance. The pharmaceutical equipment distributor serves as an advisor to optimize these setups.
For pharmaceutical companies planning to implement or upgrade water purification systems, consulting distributors like SKE & Eagle—who merge engineering precision with regulatory compliance—is a best practice.

Logistics, Supply Chain Reliability & System Support
Timely delivery and dependable system support are essential components of any pharmaceutical equipment distributor’s offering. The complexity of pharma manufacturing requires distributors to maintain clear communication, transparency, and strong logistics networks.
Key facets of the supply chain management for pharma equipment include:
- Inventory Management: Strategic availability of critical components and spares to prevent production delays during maintenance or unexpected breakdowns.
- Delivery Coordination: Compliance with cleanroom delivery protocols and scheduling that respect production downtime windows.
- Installation and Commissioning Support: On-site expertise for equipment integration, system validation, and operator training.
- After-Sales Service: Scheduled maintenance programs, rapid troubleshooting, and guaranteed availability of original replacement parts sourced directly from manufacturers.
A distributor such as SKE & Eagle operates a professional supply chain backed by advanced warehouse facilities and technical service teams. This ensures manufacturers have assurance of system uptime, optimized asset lifecycle, and continuous regulatory compliance.
Furthermore, distributors’ digital tools offering real-time order tracking, documentation sharing, and remote technical assistance enhance customer experience and operational confidence.
Ultimately, the ability of the pharmaceutical equipment distributor to combine logistical efficiency and technical service excellence supports manufacturing reliability and contributes significantly to product quality consistency.


Common Myths and Misconceptions About Pharma Equipment Distributors
Despite their vital role, several misconceptions about pharmaceutical equipment distributors persist, potentially leading to suboptimal selection or underutilization of these partners.
Myth 1: Distributors Are Merely Middlemen
Reality: Rather than mere resellers, expert distributors provide engineering consultation, regulatory compliance guidance, customization expertise, and post-sale support that manufacturers rely on heavily.
Myth 2: All Distributors Offer the Same Product Lines and Services
Reality: There are significant differences in distributor specialization, technological partnerships, and service infrastructure. Selecting one aligned with your manufacturing needs and scale is critical.
Myth 3: Distributor Equipment Is Less Reliable than Direct from Manufacturer
Reality: Reputable distributors such as SKE & Eagle ensure equipment integrity through rigorous supply chain management, factory acceptance testing, and traceable documentation—ensuring quality is never compromised.
Myth 4: After-Sales Support Is Limited to Basic Maintenance
Reality: Leading distributors offer end-to-end lifecycle support including training, validation assistance, remote diagnostics, and spare parts logistics.
Understanding these realities helps pharmaceutical companies leverage distributors effectively as strategic partners delivering innovation, compliance, and reliability.
Frequently Asked Questions
What is the role of a pharmaceutical equipment distributor in ensuring manufacturing quality?
A pharmaceutical equipment distributor ensures manufacturing quality by providing compliant, validated equipment, expert guidance on regulatory standards, and ongoing support to maintain system reliability across production processes.
How does a pharmaceutical equipment distributor support regulatory compliance?
Distributors help maintain regulatory compliance by supplying equipment that meets GMP and FDA standards, providing necessary validation documentation like IQ/OQ/PQ protocols, and advising on equipment qualification.
Why is water treatment equipment important in pharmaceutical manufacturing?
Water treatment equipment is crucial to produce purified water and Water for Injection (WFI), which are required to meet stringent pharmacopeial standards ensuring safety, quality, and efficacy of pharmaceutical products.
What factors should be considered when selecting a pharmaceutical equipment distributor?
Key factors include the distributor’s technical expertise, product range, compliance knowledge, after-sales service availability, and supply chain reliability to ensure seamless equipment integration and operation.
We encourage you to visit our contact form at the bottom of our website to begin a conversation with our engineering experts.