

Liquid Preparation System

Wide Use of Liquid Preparation System
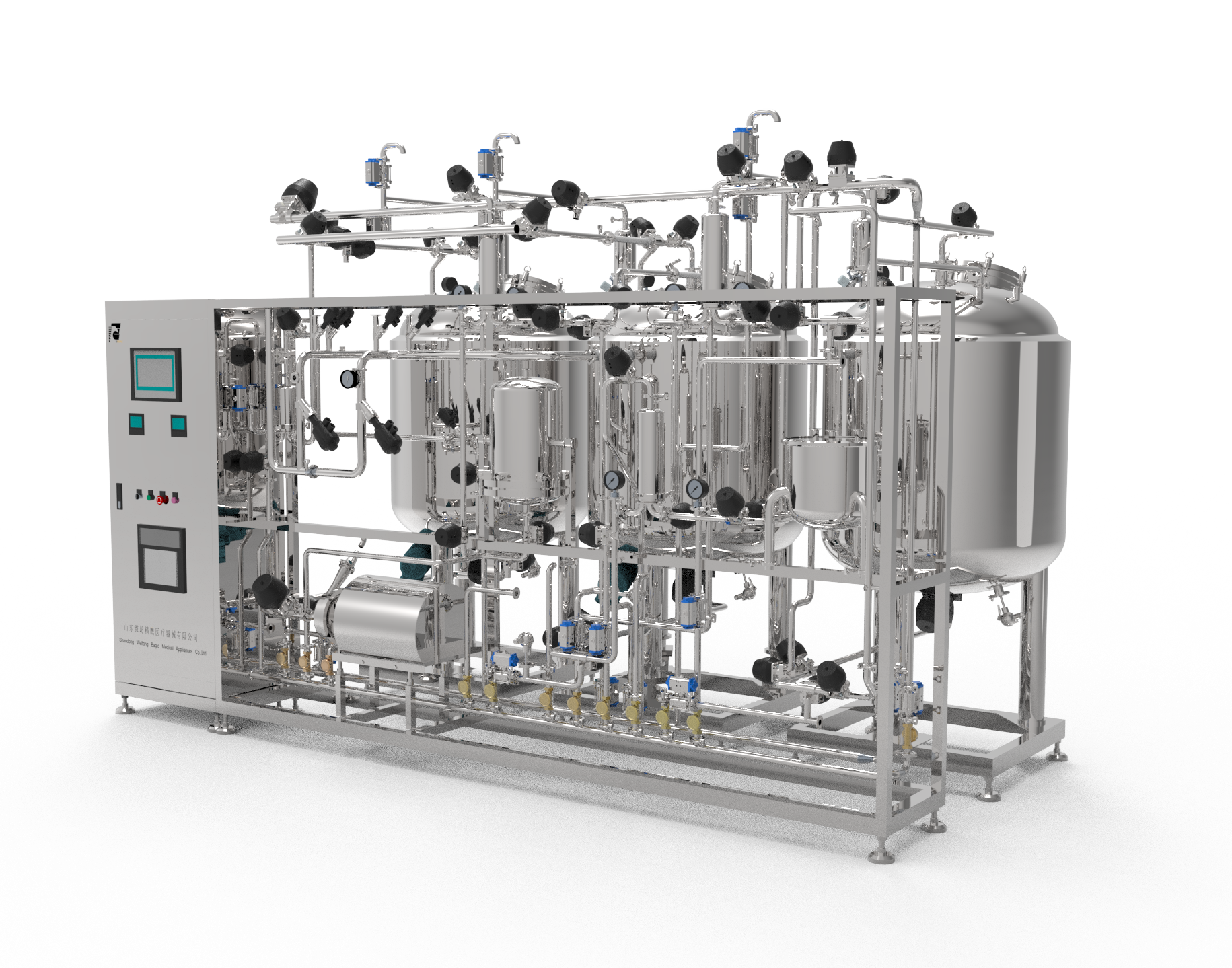
Work Principle
- Precise Dosing: Per recipe, the central control system automatically uses high-precision devices (metering pumps, flow meters, load cells) to transfer liquid ingredients into the mixing vessel in exact proportions and sequences.
- Efficient Mixing: Agitators in the mixing vessel blend materials efficiently and homogeneously at optimized settings; the system monitors and adjusts temperature, pressure, etc., to ensure mixing quality.
- In-line Processing & QC: Post-mixing, the product may undergo in-line processing (e.g., pH adjustment, filtration, temperature control) in a closed system, with continuous quality monitoring via integrated sensors.
- Automatic Cleaning & Sterilization: After production, integrated CIP/SIP systems automatically clean and sterilize product-contact pipes/vessels, prepping for the next batch and ensuring sterility.



Product Feature
Customized & Compliant Design
Tailored to the client's specific site layout and sterilization requirements, with strict adherence to international standards such as GMP, ISPE engineering guidelines, and FDA regulations, ensuring the system meets all regulatory and validation requirements from the outset.
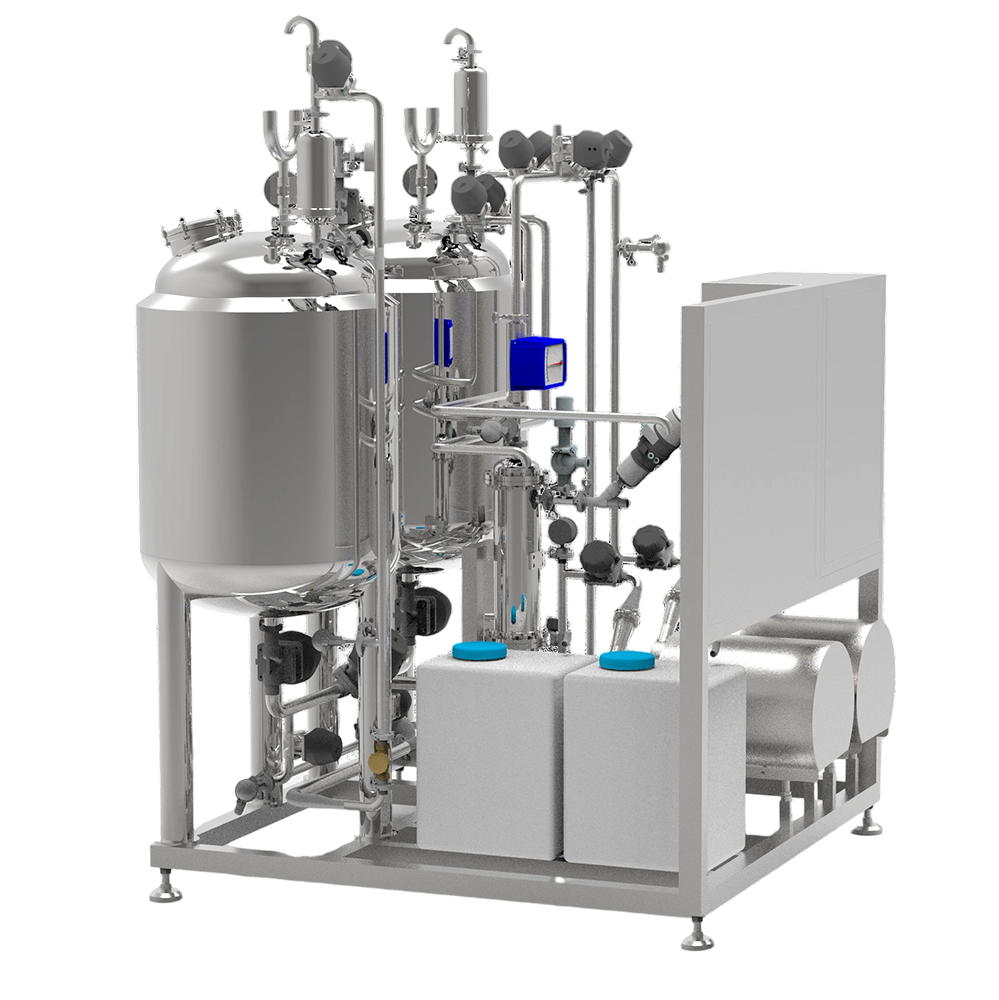
Optimized Space & Ergonomic Operation
Utilizes a compact, modular layout to significantly optimize the equipment footprint. The intuitive Human-Machine Interface (HMI) with clear operational logic greatly reduces complexity and labor intensity for operators.
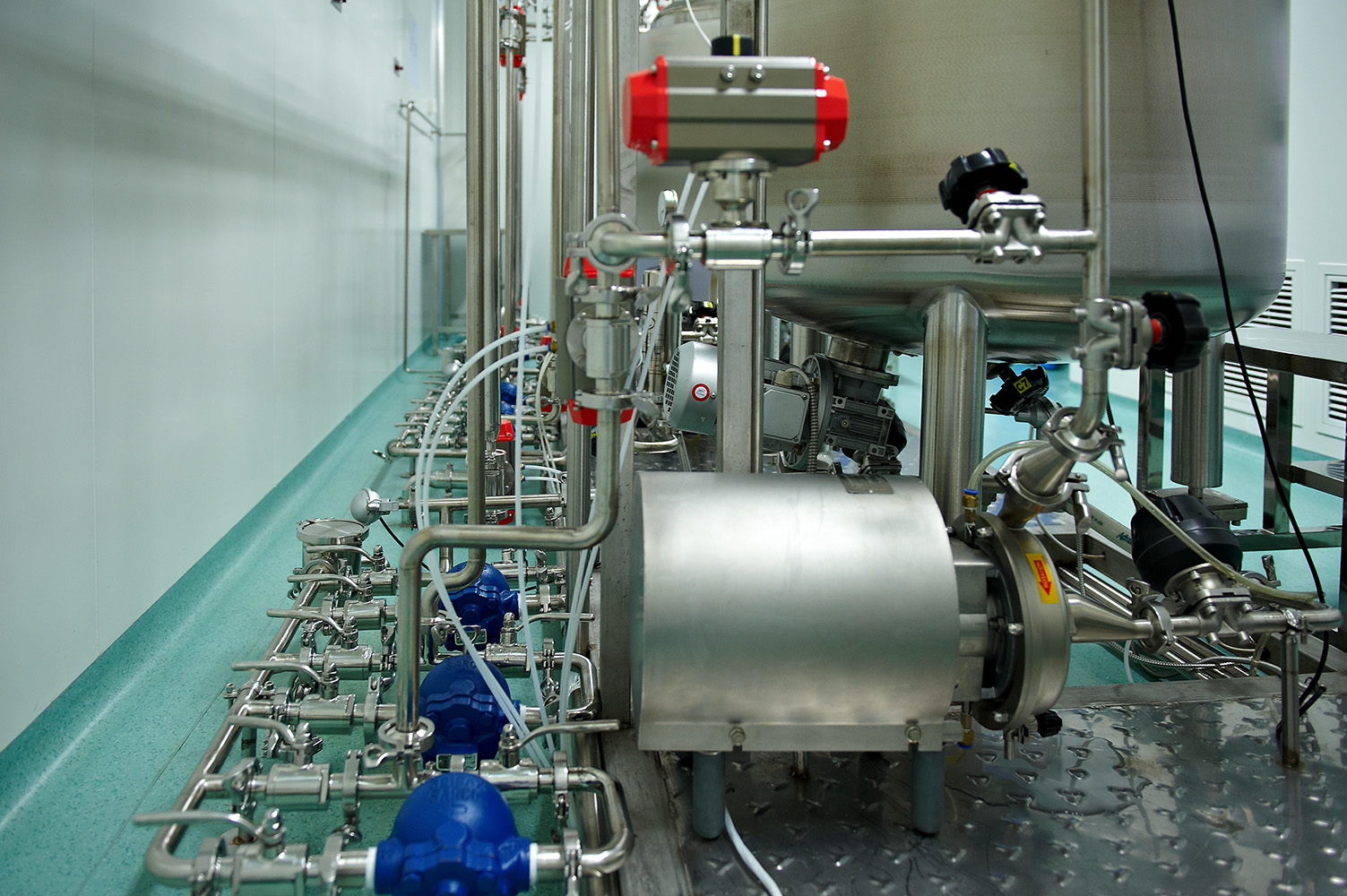
Exceptional Sanitary Design & Materials
Employs high-purity sanitary materials (e.g., 304 or 316L stainless steel) for core pipelines and components, with surfaces electropolished. Automatic welding techniques ensure all connections are smooth, free of dead legs and residue, eliminating contamination risks.
Precise Process Control & Safety Assurance
Integrates high-precision sensors and automated valves for precise control of critical parameters like flow, temperature, and pressure. A rational reflux design equipped with anti-mixing valves effectively prevents cross-contamination, ensuring process repeatability and final product quality.


Relative Products

Multi-Effect Water Distiller
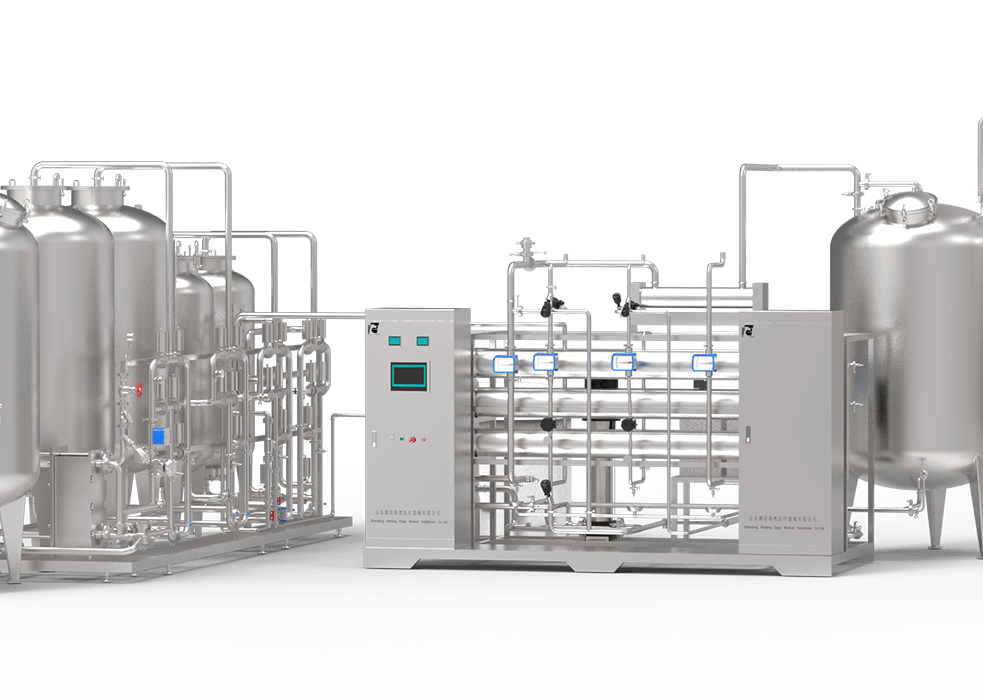
Purified Water Generator Two Stage RO System with EDI
Eagle has been at the forefront of water treatment innovation for nearly 70 years, specializing in advanced Purified Water Generation systems tailored for the pharmaceutical industry. Our comprehensive turnkey solutions seamlessly transform raw tap water into high-purity water, optional with integrated storage and distribution systems.
CIP & SIP
Work With Us Together

CERISHING LIFE, NOBLE RESPONSIBILITIES
We innovate solutions for better aseptic processing.Work with us together.