


In today’s world, where stringent water quality is paramount, a stable supply of high-purity and ultrapure water is crucial for applications ranging from industrial manufacturing to scientific research. The combination of Reverse Osmosis (RO) and Electrodeionization (EDI) technology has become the gold standard for producing high-purity water. This document provides an in-depth analysis of the core role of EDI technology in RO purified water systems and offers a comprehensive guide to the mainstream international and local brands in the market.
Part 1: In-depth Technical Analysis of EDI
- What is EDI Technology?
Electrodeionization (EDI) is an advanced water purification technology that combines ion exchange resins, ion-exchange membranes, and electromigration. It ingeniously overcomes the major drawback of conventional mixed-bed ion exchange (Mixed Bed IX)—the need for chemical regeneration using acids and alkalis. EDI achieves continuous, environmentally friendly, and automated deep deionization. It is typically used to “polish” the water produced by a Reverse Osmosis (RO) system to obtain ultrapure water with a resistivity of up to 15-18.2 MΩ·cm.
- RO + EDI: A Perfect Combination

A typical high-purity water system follows a “Pre-treatment + RO + EDI” pathway:
- Reverse Osmosis (RO): As the workhorse of the system, the RO membrane effectively removes over 98% of ions, organic matter, particles, and microorganisms, providing qualified feed water for the subsequent EDI process.
- EDI System: Acting as the “special forces,” the EDI unit removes the trace ions remaining in the RO permeate, which is the critical step in determining whether the final water quality can reach ultrapure standards.
The two technologies are complementary. RO provides the EDI unit with low-load, high-quality feed water, significantly extending the EDI module’s lifespan and ensuring stable performance. In turn, EDI elevates the quality of RO water to a level unattainable by single-pass or double-pass RO systems alone.
- The Working Principle of EDI
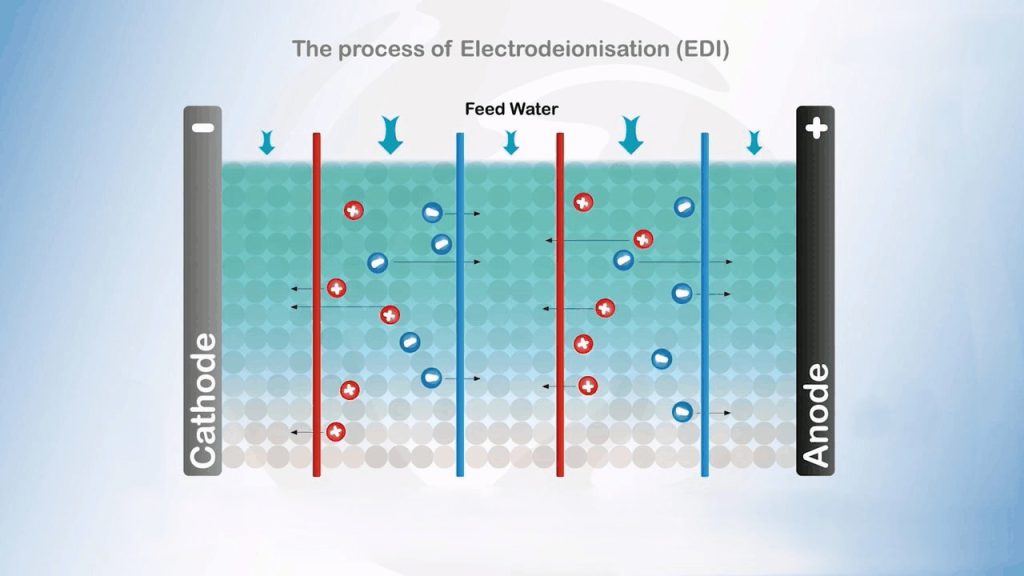
The core of an EDI module consists of cation and anion exchange membranes arranged alternately, with ion exchange resins filling the space between them (the diluate chamber). The process can be summarized in three key steps:
- Ion Exchange: RO permeate flows into the diluate chamber filled with mixed-bed resin. Cations (e.g., Na⁺, Ca²⁺) and anions (e.g., Cl⁻, SO₄²⁻) in the water are captured by the resin.
- Electromigration: Under the influence of a DC electric field, the ions captured by the resin begin to move. Cations migrate through the cation exchange membrane toward the cathode, while anions migrate through the anion exchange membrane toward the anode.
- Continuous Regeneration: After migrating into the concentrate chambers, the ions are trapped and flushed out with the concentrate stream. Simultaneously, the electric field causes water molecules to split into H⁺ and OH⁻ ions. These ions immediately and continuously regenerate the ion exchange resins “in-place,” restoring their exchange capacity.
This cycle repeats continuously, allowing the EDI system to produce high-quality pure water without shutdowns for chemical regeneration.
- Advantages and Disadvantages of EDI Technology

Advantages:
- Excellent and Stable Water Quality: Capable of continuously producing ultrapure water with a resistivity up to 18.2 MΩ·cm with minimal fluctuation.
- Environmentally Friendly and Safe: Eliminates the need for acid and alkali regeneration, avoiding the transport and storage of hazardous chemicals and the production of acidic/alkaline waste.
- Low Operating Costs: Saves on chemical costs, wastewater treatment costs, and associated labor.
- High Degree of Automation: Enables continuous operation and can be controlled by a PLC, simplifying operations.
- Compact Footprint: Compared to conventional mixed-bed systems that require chemical storage and regeneration equipment, EDI systems are more space-efficient.
Challenges:
- Higher Initial Investment: The cost of EDI modules and their associated power supplies and control systems is higher than that of traditional mixed-bed systems.
- Strict Feed Water Requirements: EDI is sensitive to feed water quality, with strict limits on hardness, residual chlorine, total organic carbon (TOC), carbon dioxide, and metal ions. Fouling or scaling of membranes and resin can occur otherwise, impacting performance and lifespan. A robust RO pre-treatment is therefore essential.
- Requires Specialized Knowledge for O&M: Although highly automated, troubleshooting and module cleaning still require a certain level of technical expertise.
Part 2: A Guide to Mainstream EDI System and Module Brands

The core of the EDI market is its “heart”—the EDI module or stack. The global market is primarily dominated by a few international giants that master core membrane technology and module manufacturing. Concurrently, a number of excellent local brands are also on the rise.
- Leading International Brands
- Veolia – E-Cell Series
- Technology & Features: As a pioneer and market leader in EDI technology, its E-Cell brand enjoys an exceptional reputation. The product line covers industrial applications (VNX series) and hot water sanitizable modules for pharmaceutical and biotechnology use (LX series), known for superior performance, long life, and reliability.
- Applications: Power generation, semiconductors, pharmaceuticals, laboratories, and any field requiring high-purity water.
- Market Position: Mature technology with a leading global market share, making it a top choice for many large-scale projects.
- Evoqua / Xylem
- Technology & Features: Evoqua (now part of Xylem) is another giant in EDI technology. Its IONPURE® and NEXED® series modules are well-known. With deep technological expertise, their products offer stable performance and are highly experienced in handling complex water sources and meeting strict industrial standards.
- Applications: Microelectronics, power generation, general industry.
- Market Position: A major force in the market alongside Veolia, with high brand recognition and an extensive technical service network.
- DuPont
- Technology & Features: DuPont’s EDI modules feature a unique spiral-wound design, distinguishing them from the common plate-and-frame structure. The company claims this design effectively prevents leaks and simplifies maintenance by eliminating the need for periodic bolt-tightening required by plate-and-frame modules.
- Applications: Power generation, industrial process water.
- Market Position: Holds a solid place in the market, leveraging its strength in membrane science and innovative structural design.
- Ovivo
- Technology & Features: Ovivo offers both standard modular and customized EDI systems, emphasizing system robustness, reliability, and automated operation. Their system design focuses on water efficiency, allowing concentrate stream to be recycled to the front-end process to save water.
- Applications: Industries with extreme ultrapure water requirements, such as microelectronics and semiconductors.
- Market Position: A strong player in the ultrapure water field, especially within the semiconductor industry, with powerful engineering and system integration capabilities.
- Merck – Elix ® Series
- Technology & Features: Primarily focused on the laboratory water purification market. Its high-end Elix® series of water purifiers incorporates advanced EDI modules, combined with precision purification cartridges and intelligent monitoring systems, to provide consistently reliable ultrapure water for scientific analysis.
- Applications: Laboratory analytics (e.g., HPLC, LC-MS, ICP-MS), cell culture, molecular biology.
- Market Position: The undisputed leader in the laboratory water market; its products are synonymous with high quality.
- Thermo Fisher Scientific – Barnstead™ Series
- Technology & Features: Similar to Merck, Thermo Fisher’s Barnstead™ brand of lab water systems also integrates advanced EDI technology. They provide all-in-one solutions from pure to ultrapure water, with product designs that emphasize user experience and regulatory compliance (e.g., GLP).
- Applications: Research, pharmaceutical, and clinical diagnostics laboratory environments.
- Market Position: A giant in the laboratory equipment field with a broad user base for its water purification systems.
- Conclusion and Selection Advice
As a core technology for producing ultrapure water, the application of EDI in RO purified water systems is well-established. When selecting an EDI system or module, consider the following points:
- Water Quality Requirements: Clearly define the specific requirements for resistivity, TOC, silica, boron, etc., for your final product water. Industries like pharmaceuticals and semiconductors have much stricter requirements for EDI performance than general industry.
- Brand and Technology: Leading international brands offer mature technology and a wealth of case studies but at a higher price. Domestic brands offer better value and faster service, with continuously improving technology. For critical applications, choosing a well-established brand with a long track record of success is recommended.
- Feed Water Quality: It is imperative to ensure that the front-end RO system is properly designed to provide water that meets the EDI feed water specifications. This is the prerequisite for the long-term, stable operation of the EDI system.
- Total Cost of Ownership: Look beyond the initial investment. Evaluate long-term operating costs, ease of maintenance, availability of spare parts, and the supplier’s technical support capabilities.
In summary, the RO+EDI technology combination provides an efficient, environmentally friendly, and reliable solution for modern high-purity water production. By deeply understanding its technical principles and carefully evaluating the major mainstream brands, you can select the most suitable system for your application, ensuring a continuous and stable supply of high-quality pure water.