


Water is one of the most common substances on Earth. However, not all water is the same. The water you drink at home is very different from the water used to make medicine. For pharmaceutical companies, using the wrong type of water can ruin a product or harm a patient.
This is why high purity water treatment is so important. It is a special process that removes almost everything from water, including chemicals, bacteria, and small particles. The result is water that is safe, clean, and perfect for making drugs.
In this guide, we will explain how this technology works. We will also look at the equipment you need. If you are searching for a water purification machine for sale, you will learn what to look for. We are SKE&EAGLE, a trusted manufacturer of pharmaceutical water systems. Let us help you understand the basics.
What is High Purity Water?
High purity water is water that has been treated to remove contaminants. Normal tap water contains many things. For example, it has minerals like calcium and magnesium. It may have chlorine, dirt, or even tiny living organisms. While these are safe to drink, they are dangerous for medicine production.
In a pharmaceutical plant, water is often an ingredient. If the water has impurities, the medicine becomes unsafe. High purity water treatment solves this problem. It uses advanced methods to clean water step by step.
There are different levels of pure water. The highest level is called Water for Injection (WFI). This is used in drugs that go directly into the human body. Another level is Purified Water (PW). This is used for washing equipment or making topical creams.
To reach these levels, manufacturers need reliable systems. Many companies look for an ultra water purification system to achieve the best results. These systems combine several technologies to remove 99.9% of all contaminants.

Why Do Pharmaceutical Companies Need High Purity Water?
The pharmaceutical industry follows very strict rules. Organizations like the FDA (in the USA) and EMA (in Europe) set high standards. If a company fails to meet these standards, it cannot sell its products.
Water is used in many ways inside a drug factory. First, it is used as an ingredient. When you take a liquid medicine, most of that liquid is water. Second, water cleans the machines and tanks. After making one batch of medicine, the equipment must be washed with pure water. Third, water is used for quality testing. Laboratories need pure water to run accurate tests.
If a company uses poor-quality water, several bad things can happen. Medicines can become toxic. Bacteria can grow inside the product. The medicine might not work correctly. Patients could get infections. For these reasons, high purity water treatment is not optional. It is a must.
At SKE&EAGLE, we design systems that meet all international standards. Our systems are used by small labs and large drug factories. When you search for a water purification machine for sale, you need to check if it follows GMP (Good Manufacturing Practice) rules. Our machines do.
The Main Steps in High Purity Water Treatment
Making high purity water is a multi-step process. No single machine can do everything. The best approach is to combine different technologies. Below is a simple breakdown of how it works.
Step 1: Pretreatment
Before water can be made very pure, it must be prepared. Pretreatment removes large particles and chlorine. Common methods include multimedia filtration and activated carbon filters. This step protects the more delicate equipment later.
Step 2: Primary Purification
This is the heart of the system. The most common technology is reverse osmosis (RO). Reverse osmosis pushes water through a very fine membrane. The membrane blocks salts, bacteria, and organic molecules. Only water passes through. Another method is deionization (DI), which uses resins to remove charged particles.
Step 3: Final Polishing
For the highest purity, a polishing step is needed. This is where an ultra water purification system shines. It may include electrodeionization (EDI) or ultrafiltration (UF). These methods remove the last traces of ions and bacteria. The result is water that is nearly 100% pure.
Step 4: Storage and Distribution
Pure water is sensitive. Once it is clean, it must stay clean. The water is stored in special tanks and circulated through stainless steel pipes. The system keeps the water moving to prevent bacteria from growing. UV lamps are often used to kill any remaining microbes.

Comparison of Water Purification Technologies
To help you understand the differences, here is a simple table. It compares the most common methods used in high purity water treatment.
| Technology | What It Removes | Best For | Maintenance Level |
|---|---|---|---|
| Reverse Osmosis | Salts, bacteria, viruses, organic matter | Primary purification | Medium |
| Deionization | Ions (minerals) | Polishing after RO | High (resin replacement) |
| Electrodeionization | Ions (continuous process) | Continuous high purity | Low |
| Ultrafiltration | Bacteria, endotoxins, large molecules | Final polishing | Low |
| UV Light | Microorganisms | Disinfection | Low (lamp replacement) |
As you can see, no single technology does everything. The best results come from combining methods. For example, a typical system uses pretreatment, then reverse osmosis, then electrodeionization. This is why many buyers look for complete industrial water purification systems for sale rather than single machines.
What is an Ultra Water Purification System?
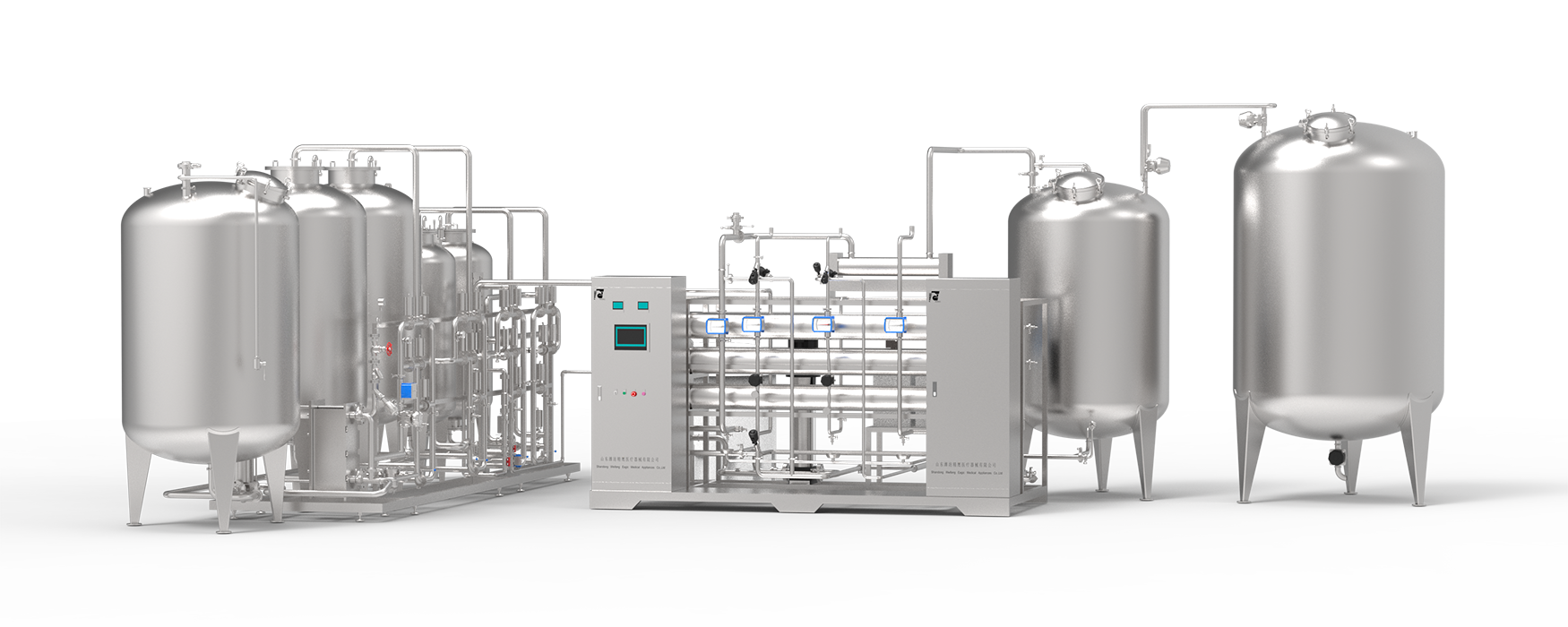
The term “ultra” means very advanced. An ultra water purification system is designed for the highest levels of purity. These systems are used in critical applications like biotechnology, medical device manufacturing, and of course, pharmaceuticals.
What makes a system “ultra”? Typically, it includes multiple steps: reverse osmosis, electrodeionization, and ultrafiltration. Some systems also include a distillation step. The water produced has very low conductivity (below 0.1 µS/cm) and very low levels of bacteria (below 1 CFU/ml).
Ultra systems are also designed for hot water sanitization. This means the system can heat the water to 80°C or more to kill any bacteria that may have entered. This is a key feature for long-term reliability.
At SKE&EAGLE, our ultra water purification systems are fully validated. We provide all the documentation you need for regulatory approval. Whether you need 100 L/h or 10,000 L/h, we can build a system for you.
How SKE&EAGLE Can Help You
SKE&EAGLE is a professional manufacturer of pharmaceutical water treatment equipment. We specialize in complete systems for high purity water treatment. Our product range includes:
-
Reverse osmosis (RO) systems
-
Electrodeionization (EDI) systems
-
Multi-effect distillation (MED) units
-
Pure steam generators
-
Storage and distribution systems
-
Complete ultra water purification systems
All our systems are built with high-quality materials. We use stainless steel 316L for all wetted parts. Our controls are user-friendly and fully automated. We also provide complete documentation, including:
-
Design qualification (DQ)
-
Installation qualification (IQ)
-
Operational qualification (OQ)
-
Performance qualification (PQ)
Our team can visit your site to understand your needs. We then design a custom solution. After installation, we train your staff. We also offer long-term service contracts.
If you are searching for industrial water purification systems for sale, look no further. SKE&EAGLE delivers reliable, compliant, and efficient systems. Contact us today to get a quote or ask for a free consultation.
Frequently Asked Questions (FAQ)
Here are answers to some common questions about high purity water treatment.
Q1: What is the difference between Purified Water (PW) and Water for Injection (WFI)?
A: Purified Water is used for washing and non-sterile products. Water for Injection is used for drugs that go into the bloodstream. WFI has stricter limits on bacteria and endotoxins. WFI is usually made by distillation or reverse osmosis plus ultrafiltration.
Q2: How often should I sanitize my water system?
A: Most systems are sanitized weekly or monthly. The frequency depends on usage and your regulatory requirements. Hot water sanitization and ozone sanitization are common methods. Your system manual will give specific guidance.
Q3: Can I use a standard water purification machine for pharmaceutical production?
A: No. Standard machines (like those for drinking water) do not meet pharmaceutical standards. You need a system designed for cGMP compliance. That means sanitary design, smooth surfaces, and proper validation. Always look for a water purification machine for sale that is specifically for pharma use.
Q4: How long does an industrial water purification system last?
A: With proper maintenance, a good system can last 10 to 15 years. Key components like membranes may need replacement every 2 to 5 years. Stainless steel tanks and pipes can last much longer.
Q5: What is conductivity, and why does it matter?
A: Conductivity measures how well water carries electricity. Pure water has very low conductivity because it has no salts or ions. High conductivity means impurities are present. Pharmaceutical water must meet strict conductivity limits (e.g., below 1.3 µS/cm for Purified Water).
Conclusion
High purity water treatment is a critical process in pharmaceutical manufacturing. The quality of your water directly affects the quality of your products. By understanding the technologies and choosing the right partner, you can ensure safe, compliant, and efficient production.
Remember to look for complete solutions. Whether you need a small skid or a large factory system, start by searching for a water purification machine for sale from a trusted manufacturer. Compare industrial water purification systems for sale based on quality, compliance, and support. And for the highest standards, consider an ultra water purification system.
At SKE&EAGLE, we are ready to be your partner. We combine engineering excellence with deep industry knowledge. Contact us today to learn more about our systems. Let us help you make pure water that makes better medicine.
Official Website: https://www.ske-eagle.com/
Contact Email: info@ske-eagle.com
Follow us on Facebook for the latest industry insights: SKE & Eagle Facebook
Business Inquiries: Visit our official website and submit the contact form at the bottom.