


- Pharmaceutical water systems produce water to USP/EP/WHO pharmacopeial limits, not just general industrial purity, covering Purified Water (PW), Highly Purified Water (HPW), and Water for Injection (WFI).
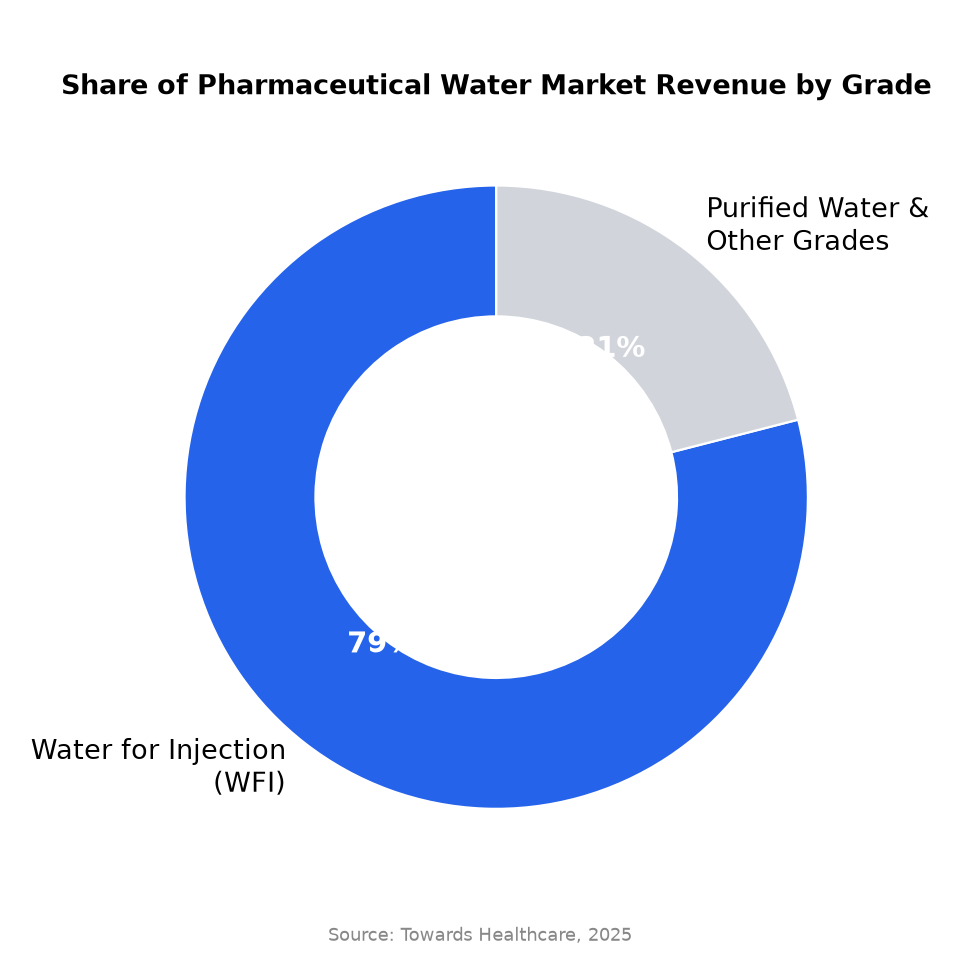
- WFI alone accounts for roughly 79% of pharmaceutical water market revenue, reflecting its critical role in sterile injectable and biologic production (Towards Healthcare, 2025).
- The global pharmaceutical water market is projected to grow from roughly $41.7 billion in 2025 to $46.2 billion in 2026, a 10.7% CAGR (Towards Healthcare, 2025).
What Is a Pharmaceutical Water System?
A pharmaceutical water system is a set of equipment and processes engineered to produce, store, and distribute water that meets pharmacopeial purity limits, not just general drinking-water safety. Roughly 50% of pharmaceutical water purification setups rely on reverse osmosis as the primary purification technology, often paired with electrodeionization (EDI) or ultrafiltration downstream (Towards Healthcare, 2025). For a deeper technical comparison of these purification technologies, see RO, UF, and EDI explained.
Regular tap water carries dissolved solids, microorganisms, organic compounds, and suspended particles that would compromise drug stability or introduce contamination risk. A pharmaceutical water system removes these to levels defined by USP, EP, and WHO monographs, and every step of the process gets documented and validated, not just built and switched on.
Purified Water vs. Highly Purified Water vs. WFI: Which Grade Do You Need?
Which grade a facility needs depends entirely on the dosage form and route of administration, not on how “pure” the water looks. Purified Water covers most non-sterile applications, Highly Purified Water sits between the two for select biologic uses, and WFI is required wherever the water ends up in or on a sterile injectable product.
| Grade | Typical Use | Endotoxin Limit | Production Method |
|---|---|---|---|
| Purified Water (PW) | Non-sterile formulation, equipment cleaning, API manufacturing | Not specified (low bioburden target) | RO, UF, EDI |
| Highly Purified Water (HPW) | Select biologic and diagnostic applications (EP-defined grade) | ≤0.25 EU/mL | Combination of membrane processes equivalent to WFI purity, without distillation |
| Water for Injection (WFI) | Sterile injectable and biologic product formulation, final rinse for sterile equipment | ≤0.25 EU/mL | Multi-effect/vapor compression distillation (~85% of installed systems) or validated RO-based methods |
Because WFI drives roughly 79% of pharmaceutical water market revenue, most system upgrade conversations in the industry are really about WFI production method, distillation versus membrane-based, rather than about purified water at all (Towards Healthcare, 2025).
How Does a Pharmaceutical Water System Differ From a Regular Industrial One?
The gap comes down to purification depth and regulatory documentation, not just cleaner water. A regular industrial system removes sediment, chlorine, and hardness for cooling towers or irrigation. A pharmaceutical system has to hit specific numeric limits, and prove it, every single day.
| Parameter | Pharmaceutical Water System | Regular Industrial System |
|---|---|---|
| Purification level | Meets USP/EP/WHO limits: dissolved solids, microorganisms, endotoxins, TOC | Basic sediment, chlorine, hardness removal |
| Regulatory compliance | Mandatory USP/EP/GMP compliance, routine validation | Basic environmental/safety standards only |
| Microbial control | ≤100 CFU/mL (purified water, per USP); UV/ozone disinfection built in | Minimal; reduces bacteria to safe non-pharma levels |
| Materials | 316L stainless steel, PTFE; non-leaching, sanitizable | Carbon steel, PVC; not built for high-purity contact |
| Monitoring | Continuous conductivity/TOC/temperature logging; IQ/OQ/PQ validation | Basic flow and pressure monitoring, no formal validation |
What Are the Core Components of a Pharmaceutical Water System?
Every pharmaceutical water system runs through four stages: pretreatment, primary purification, post-treatment, and storage/distribution. Miss a stage, or under-spec one, and the downstream water quality suffers regardless of how good the rest of the system is.
Pretreatment
Pretreatment strips out sediment, chlorine, hardness, and organic matter from raw water before it ever reaches a reverse osmosis membrane. Skip this step and RO membranes foul fast, cutting system life and driving up maintenance cost.
Primary Purification: RO, UF, and EDI
Reverse osmosis (RO) membranes reject up to 99% of dissolved solids and 99.9% of microorganisms by forcing water through a semi-permeable barrier under pressure. Ultrafiltration (UF) catches suspended particles and larger organic molecules that slip past RO. Electrodeionization (EDI) then strips residual ions using combined ion exchange and electrolysis, without the chemical regeneration that traditional ion exchange needs.


Post-Treatment
Post-treatment polishes the water with disinfection (UV plus ozone), pH adjustment (targeting 6.5-8.5), and degassing to remove dissolved oxygen and CO2 that could affect drug product stability.
Storage and Distribution
Storage tanks in 316L stainless steel with agitators prevent the stagnation that leads to microbial growth, and a looped stainless distribution network keeps water moving at all points of use rather than sitting still anywhere in the line.

What Design Principles Govern Pharmaceutical Water System Engineering?
Four principles drive pharmaceutical water system design: regulatory compliance, reliability, scalability, and sanitizability. In practice, scalability gets underweighted most often. Facilities that don’t plan for modular expansion end up re-engineering the whole system when production volume grows, instead of just adding a skid.
Compliance means designing to hit USP, EP, WHO, and local regulatory limits from day one, not retrofitting later. Reliability means redundancy: if one component fails, another takes over so water supply doesn’t interrupt a 24/7 production schedule. Sanitizability means minimal dead-legs, smooth internal surfaces, and CIP (clean-in-place) capability built in, so cleaning doesn’t require disassembly.

What Does IQ/OQ/PQ Validation Actually Involve?
Installation Qualification (IQ) confirms the system is installed exactly to the approved design, every pipe run, weld, and instrument matches the spec. Operational Qualification (OQ) tests the system across its full operating range, temperature, flow, and pressure, to confirm it performs as designed before any water gets used. Performance Qualification (PQ) then runs the system under normal production conditions, typically over multiple weeks, to prove it consistently produces water within limits.
This three-stage process, not the equipment itself, is usually what separates a compliant pharmaceutical water system from a well-built industrial one. Skipping or rushing PQ is a common audit finding, since regulators want to see sustained performance data, not a single passing test.
How Do You Maintain and Troubleshoot a Pharmaceutical Water System?
Regular maintenance covers filter replacement, periodic sanitization (weekly to monthly depending on system use), sensor calibration, and pump/valve inspection. Skipping any of these is the single most common root cause behind the four issues below.
- High conductivity: Usually a fouled RO membrane, a system leak, or incorrect pH. Clean or replace the membrane, check for leaks, and re-adjust pH.
- High microbial count: Often stagnation in storage or distribution, a faulty disinfection unit, or contaminated raw water feed. Sanitize the system and inspect UV lamps or ozone generators.
- Low flow rate: Typically a clogged filter, failing pump, or a restriction somewhere in distribution piping.
- TOC exceeding limits: Points to organic contamination in raw water, a fouled RO membrane, or insufficient disinfection dosage.
What Drives the Cost of a Pharmaceutical Water System?
Production capacity, water grade (PW vs. WFI), material specification, and validation scope are the four biggest cost drivers. WFI systems cost meaningfully more than purified-water-only systems because they need tighter endotoxin control and, depending on the pharmacopeia edition, either multi-effect distillation or a validated membrane-based alternative. Roughly 85% of global WFI systems still rely on multi-effect or vapor compression distillation, though the USP monograph now permits validated reverse osmosis-based production as well (Towards Healthcare, 2025).
Validation cost is the line item buyers most commonly underestimate when budgeting a system. IQ/OQ/PQ documentation and the ongoing monitoring infrastructure to support it add meaningfully to the equipment price, and that’s before annual revalidation, so it’s worth scoping validation cost explicitly with a vendor rather than assuming it’s bundled in.
Frequently Asked Questions
What is a pharmaceutical water system?
A pharmaceutical water system is equipment engineered to produce, store, and distribute water that meets USP, EP, or WHO pharmacopeial purity standards, covering grades from Purified Water (PW) up to Water for Injection (WFI), rather than just general industrial water quality.
What are the different types of pharmaceutical water systems?
The main grades are Purified Water (PW), Highly Purified Water (HPW), and Water for Injection (WFI), each with progressively stricter endotoxin and microbial limits. WFI drives roughly 79% of pharmaceutical water market revenue because of its role in sterile and injectable production (Towards Healthcare, 2025).
What USP standards apply to pharmaceutical water?
USP sets numeric limits for conductivity, total organic carbon (TOC), and microbial count for Purified Water, and stricter endotoxin limits for WFI. The USP monograph for Water for Injection now permits validated non-distillation methods such as reverse osmosis, in addition to the traditional multi-effect or vapor compression distillation still used in roughly 85% of installed WFI systems.
How much does a pharmaceutical water system cost?
Cost depends primarily on production capacity, target water grade, and validation scope. WFI systems cost more than purified-water-only systems due to tighter endotoxin control requirements, and validation documentation (IQ/OQ/PQ) commonly adds 15-25% on top of equipment cost.
How often should a pharmaceutical water system be sanitized?
Most systems are sanitized at least weekly, though sterile manufacturing applications or systems showing elevated microbial counts may require daily sanitization. The right frequency depends on usage pattern, system design, and routine microbial test results.
SKE & Eagle Pharmaceutical Water Systems
SKE & Eagle designs pharmaceutical water systems spanning purified water generation through Water for Injection (WFI) systems, built to USP/EP standards with 316L stainless steel construction and full IQ/OQ/PQ validation support. Systems commonly integrate with CIP/SIP cleaning and sterilization for facilities running multi-product schedules.