


In the heat exchange systems of industrial production, the safety, stability, and heat exchange efficiency of equipment are directly related to the smoothness of the production process and cost control. As a traditional piece of equipment, the single-tube-sheet heat exchanger is widely used in conventional scenarios. However, when dealing with corrosive media, high-purity fluids, or flammable and explosive materials, it often faces the risk of fluid leakage between the tube side and the shell side. Thanks to its unique structural design, the double-tube-sheet heat exchanger perfectly solves this pain point and has become a “preferred equipment” in high-precision fields such as chemical engineering, pharmaceuticals, and food processing. Today, we will deeply analyze the core advantages of the double-tube-sheet heat exchanger and explore why it can stand out under harsh working conditions.
- First, Understand the Principle: The “Dual Barrier” Design of the Double-Tube-Sheet
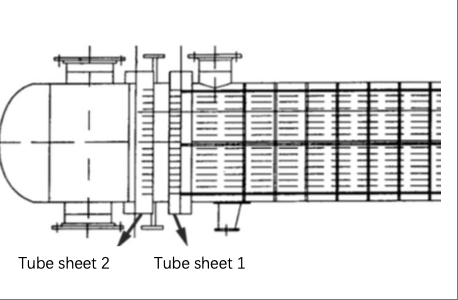
To understand the advantages of the double-tube-sheet heat exchanger, it is first necessary to clarify its structural differences. Unlike the single-tube-sheet heat exchanger, which only uses a single tube sheet to connect the heat exchange tubes and the shell, the double-tube-sheet heat exchanger is equipped with two independent tube sheets between the shell side and the tube side. A closed “isolation chamber” (also known as a “monitoring chamber”) is formed between the two tube sheets.
The core logic of this design is: when the fluid on the tube side or shell side leaks due to corrosion, vibration, or other reasons, the leaked medium will first enter the isolation chamber instead of directly mixing with the fluid on the other side. Workers can promptly detect leakage problems by monitoring the pressure and medium composition in the isolation chamber, fundamentally avoiding cross-contamination of the two fluids—and this is the core safety value of the double-tube-sheet heat exchanger.
- Core Advantages: Comprehensive Upgrade from Safety to Efficiency
Compared with traditional heat exchange equipment, the advantages of the double-tube-sheet heat exchanger are not a one-dimensional “safety improvement” but cover multiple key links such as production safety, operating efficiency, and maintenance costs. It is particularly suitable for industries with high requirements for working conditions.
2.1. Ultimate Safety: Prevent Cross-Contamination and Adapt to High-Risk Working Conditions
In industries such as chemical engineering, pharmaceuticals, and food processing, the purity and safety of fluids are insurmountable red lines. For example:
- In the pharmaceutical industry, if the liquid medicine (tube side) is cross-contaminated with cooling water (shell side), it may lead to the scrapping of an entire batch of medicines and even cause safety accidents;
- When the chemical industry handles highly corrosive media (such as hydrochloric acid and nitric acid), once the welds or tube walls of the single-tube-sheet are corroded and leak, the process fluid on the other side will be contaminated, resulting in equipment damage and production stagnation.
The “isolation chamber” design of the double-tube-sheet fundamentally solves this problem: even if a leak occurs on one side, the medium will be confined to the isolation chamber. Workers can conduct real-time monitoring through devices such as pressure sensors and sampling valves, and shut down the machine for maintenance in a timely manner to avoid cross-contamination and safety risks. This “dual guarantee” makes it a “standard equipment” in high-risk and high-precision industries.
2.2. Strong Corrosion Resistance: Extend Equipment Service Life and Reduce Replacement Costs
The tube sheets and heat exchange tubes of the double-tube-sheet heat exchanger are usually made of corrosion-resistant materials (such as stainless steel 316L, titanium alloy, Hastelloy, etc.). Moreover, the connection method of the two tube sheets is mostly “expansion + welding” double sealing, which greatly improves the corrosion resistance of the equipment.
In scenarios where corrosive media are handled for a long time, the single-tube-sheet heat exchanger may require replacement of core components every 2-3 years due to problems such as tube sheet corrosion and weld cracking. However, relying on better material selection and structural design, the service life of the double-tube-sheet heat exchanger can be extended to 5-8 years or even longer. This not only reduces the frequency of equipment replacement but also lowers the time cost of shutdown maintenance and procurement costs, saving long-term operating expenses for enterprises.
2.3. Stable Heat Exchange Efficiency: Adapt to Complex Working Conditions and Ensure Production Continuity
Some people believe that the “double-layer structure” of the double-tube-sheet may affect heat exchange efficiency, but the actual situation is quite the opposite: the heat exchange tubes of the double-tube-sheet heat exchanger are arranged more compactly, and the existence of the isolation chamber can avoid “invalid heat exchange” caused by leakage (for example, when the single-tube-sheet leaks, cold and hot fluids mix, reducing the heat exchange temperature difference).
In addition, the shell side design of the double-tube-sheet heat exchanger is more flexible. It can adopt structures such as “multi-pass flow channels” and “baffle optimization” according to process requirements to further improve heat exchange efficiency. For example, in the “pasteurization” process of the food processing industry, the material needs to be accurately controlled at 60-80°C. The double-tube-sheet heat exchanger can ensure that the temperature fluctuation of the material does not exceed ±1°C through stable heat exchange efficiency, thus guaranteeing the consistency of production quality.

2.4. Convenient Maintenance: Easy Fault Detection and Reduced Shutdown Time
If a single-tube-sheet heat exchanger leaks, the entire equipment needs to be disassembled to find the leak point, and the inspection process may take 1-2 days. However, the isolation chamber of the double-tube-sheet heat exchanger itself is a “fault monitoring area”. Workers can quickly determine the leak location (whether it is a tube side leak or a shell side leak) only through the pressure gauge, sight glass, or sampling valve of the isolation chamber, and even perform preliminary maintenance without disassembling the equipment.
For example, when the tube side medium is detected in the isolation chamber, it can be directly determined that the heat exchange tube is leaking, and only the damaged heat exchange tube needs to be replaced; if the shell side medium is detected, it indicates that there is a problem with the shell side tube wall or the tube sheet seal, and targeted repairs can be carried out. This “precision positioning” maintenance method shortens the shutdown maintenance time from the traditional 1-2 days to a few hours, greatly improving production continuity.

- Applicable Fields: Scenarios Where Double-Tube-Sheet Is a Must
The advantages of the double-tube-sheet heat exchanger make it irreplaceable in many industries, especially suitable for the following scenarios:
- Pharmaceutical Industry: Used for heating, cooling, or sterilization of liquid medicines to avoid cross-contamination between cooling water and liquid medicines;
- Food Industry: Processing perishable fluids such as fruit juices, dairy products, and beer to ensure food hygiene and safety;
- Chemical Industry: Handling highly corrosive, flammable, and explosive media (such as acid-base solutions and organic solvents);
- New Energy Industry: Used for heat exchange in high-precision processes such as lithium battery electrolyte and photovoltaic silicon material purification;
- Medical Industry: Heat exchange of medical fluids such as hemodialysis and liquid medicine preparation, requiring zero pollution.
- Conclusion: The “Irreplaceability” of Double-Tube-Sheet Heat Exchangers
In the selection of industrial heat exchange equipment, “safety” and “efficiency” are often the core demands of enterprises. Through the innovative design of “double tube sheets + isolation chamber”, the double-tube-sheet heat exchanger not only solves the leakage risk of single-tube-sheet equipment but also reduces the long-term operating costs of enterprises through the advantages of corrosion resistance, stable heat exchange, and convenient maintenance.
For industries pursuing “zero risk”, “high precision”, and “long service life”, the double-tube-sheet heat exchanger is no longer an “optional equipment” but a “core equipment” that ensures production safety and enhances competitiveness. With the upgrading of industrial technology, the materials and structures of double-tube-sheet heat exchangers will continue to be optimized, and their application in more high-end fields is worth looking forward to in the future.